专注激光焊接设备研发制造
激光熔覆、激光淬火、激光焊接

镀铬的优点:
1、电镀镀铬工艺品的表面比较光洁平整
2、镀铬产品防锈能力比较强,一般不会出现生锈情况。比锌的防锈能力还强。
3、电镀加工的过程中原零件变形相对比较
4、在电镀加工结束后,如果零件尺寸不合适,可以采用几丝铬来调整电镀加工品的尺寸。
5、表面比较美观。
镀铬的缺点:
1、价格高,不光镀的费用高,而且镀后还要再加工。
2、不适合表面比较复杂的零件。
3、厚度太薄,一般只有0.05-0.15mm左右。
4、对零件表面的光洁度要求比较高。
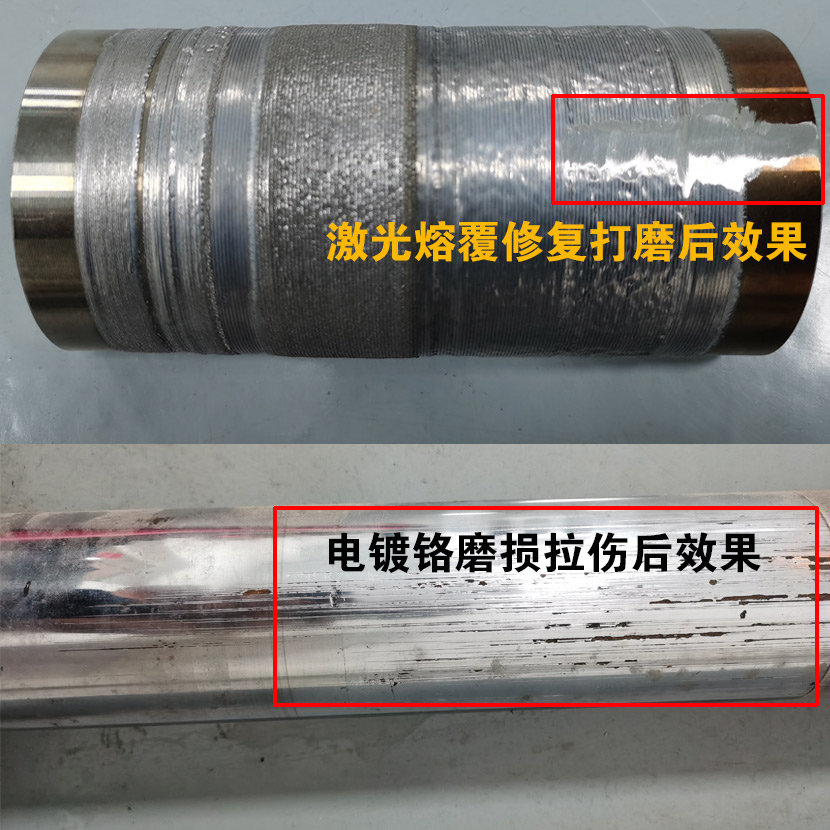
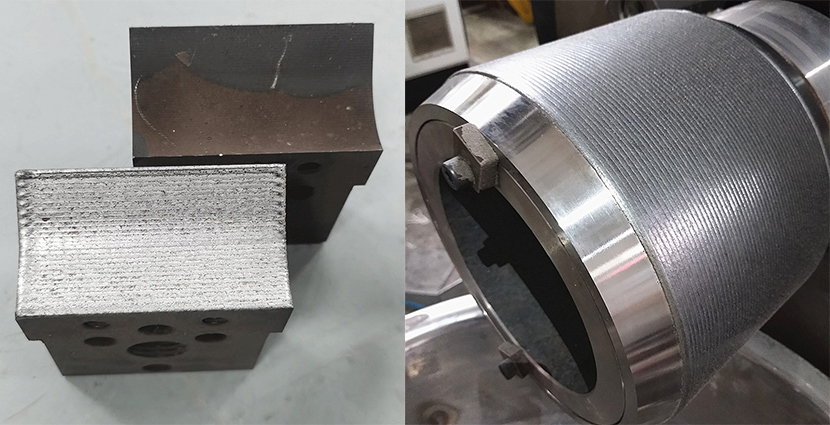
然而激光熔覆就不存在这个问题,激光熔覆放可以熔覆各种金属合金粉末,比如耐磨耐腐蚀的钴基合金粉末。

激光表面熔覆技术是在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法[.如对60#钢进行碳钨激光熔覆后,硬度最高达2200HV以上,耐磨损性能为基体60#钢的20倍左右。在Q235钢表面激光熔覆CoCrSiB合金后,将其耐磨性与火焰喷涂的耐蚀性进行了对比,发现前者的耐蚀性明显高于后者.
激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视.
1、激光熔覆具有以下特点:
(1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
(2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;
(3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
(4)粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金;
(5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm,
(6)能进行选区熔敷,材料消耗少,具有卓越的性能价格比;
(7)光束瞄准可以使难以接近的区域熔敷;
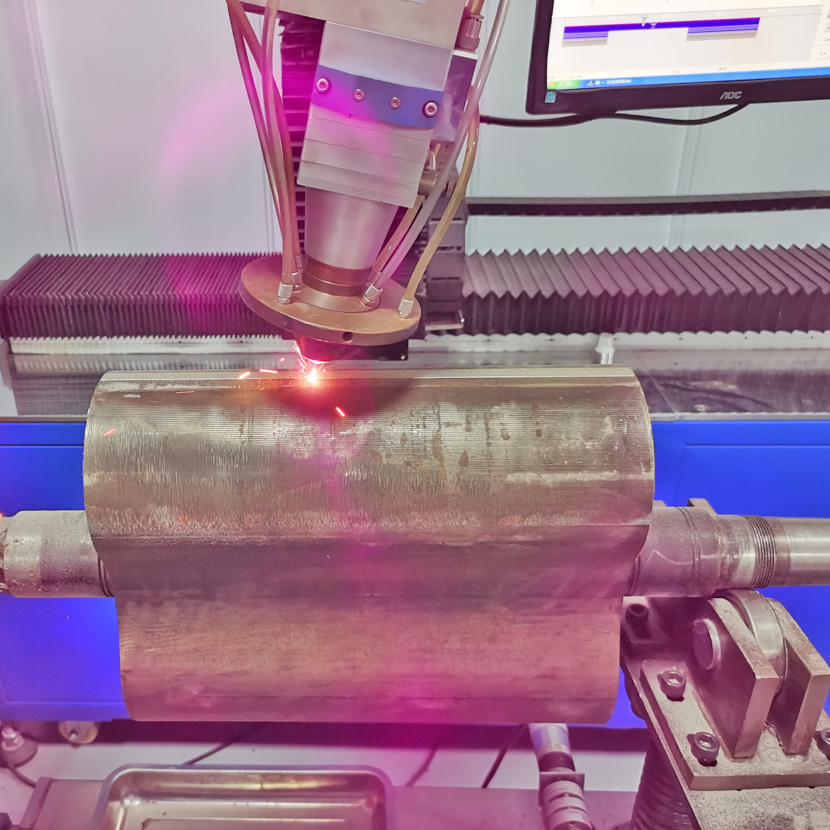
(8)工艺过程易于实现自动化,很适合油田常见易损件的磨损修复。
2、激光熔覆与激光合金化的异同
激光熔覆与激光合金化都是利用高能密度的激光束所产生的快速熔凝过程,在基材表面形成于基体相互融合的、具有完全不同成分与性能的合金覆层。两者工艺过程相似,但却有本质上的区别,主要区别如下:
(1)激光熔覆过程中的覆层材料完全融化,而基体熔化层极薄,因而对熔覆层的成分影响极小,而激光合金化则是在基材的表面熔融复层内加入合金元素,目的是形成以基材为基的新的合金层。
(2)激光熔覆实质上不是把基体表面层熔融金属作为溶剂,而是将另行配置的合金粉末融化,使其成为熔覆层的主体合金,同时基体合金也有一薄层融化,与之形成冶金结合。激光熔覆技术制备新材料是极端条件下失效零部件的修复与再制造、金属零部件直接制造的重要基础,受到世界各国科学界和企业的高度重视。